
Iparági hírek
-
Ingyenes kovácsoltvasak gyártása kovácsoltvasak több ponton is figyelmet igényel
A szabadkovácsoláshoz használt szerszámok és berendezések egyszerűek, univerzálisak és olcsók. Az öntöttvassal összehasonlítva a szabadkovácsolás kiküszöböli a zsugorodási üreget, a zsugorodási porozitást, a porozitást és egyéb hibákat, így a nyersdarab jobb mechanikai tulajdonságokkal rendelkezik. A kovácsolt darabok egyszerű alakúak és rugalmasak...További információ -
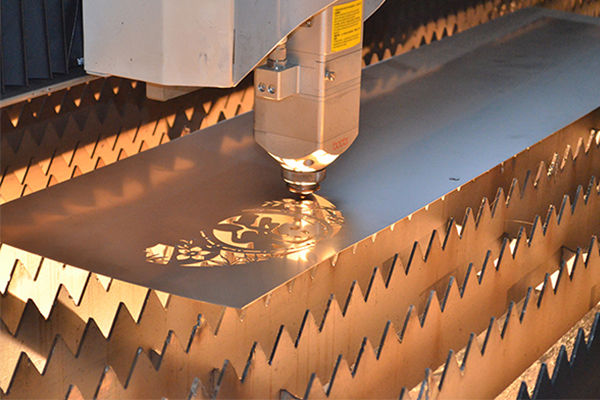
Milyen kovácsoló berendezések vannak?
A nehézipar fejlődésével a kovácsberendezések is változatossá váltak. A kovácsberendezés a kovácsolási folyamat során az alakításhoz és elválasztáshoz használt mechanikus berendezésekre vonatkozik. Kovácsberendezések: 1. Kovácskalapács az alakításhoz 2. Mechanikus prés 3. Hidraulikus prés 4. Csavaros prés és kovácsgép...További információ -

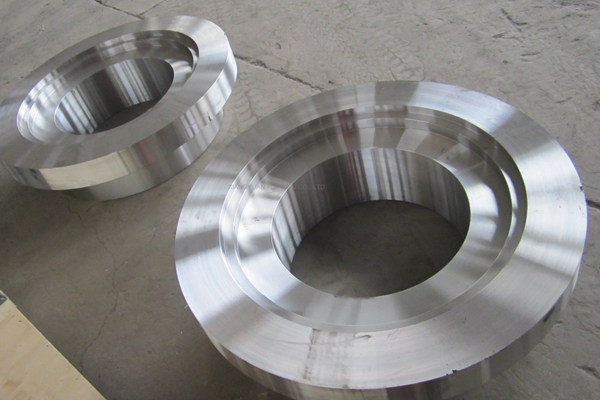
Nagy átmérőjű karima különböző kovácsolási eljárásai
Sokféle nagy átmérőjű karima kovácsolási eljárás létezik, és a karimák árkülönbsége nem kicsi. A nagy átmérőjű karima kovácsolási folyamata a következő: 1. Ezt az eljárást elsősorban nagy átmérőjű karimákhoz használják, a szükséges illesztési ponttal a középpontban. Bár forrasztott, az alap felület...További információ -

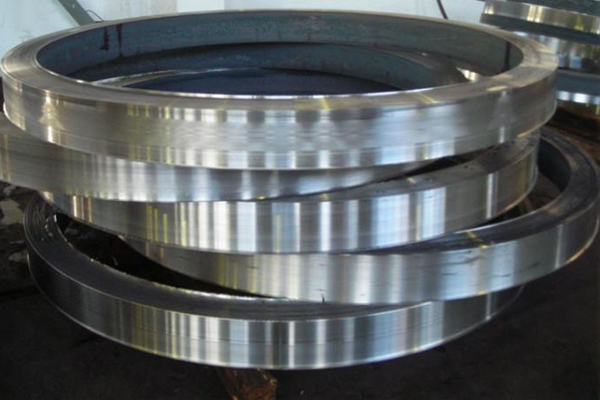
Karimás csatlakozás
A karimás csatlakozás lényege, hogy két csövet, csőszerelvényt vagy berendezést rögzítenek egy karimalemezen, majd a két karima közé egy karimabetétet helyeznek, amelyet csavarokkal rögzítenek a csatlakozás befejezéséhez. Egyes csőszerelvényeknek és berendezéseknek saját karimáik vannak, amelyeket szintén karimás csatlakozásnak neveznek...További információ -

Mit kellene javítani a kovácsolt alkatrészek gyártási folyamatában?
A kovácsolt alkatrészek mai használatában, ha a hőmérséklet-szabályozás rossz, vagy a gondatlanság számos hibát okoz a gyártási folyamatban, ez csökkenti a kovácsolt alkatrészek minőségét, a kovácsolt darabok hibáinak kiküszöbölése érdekében először a fém alkatrészeket kell javítani, ...További információ -

A karimák használati fokát befolyásoló tényezők
A karimák gyakori érdessége esetén a különböző acélminőségek és a különböző tekercselési módszerek eltérő kifáradási határcsökkentési fokkal rendelkeznek, például a forrótekercses karimák csökkenési foka kisebb, mint a forrótekercses karimáké. A gyakorlat azt mutatja, hogy a kadmiumbevonat jelentősen növelheti a kifáradási határt...További információ -

Rozsdamentes acél kovácsolt alkatrészek hűtési és fűtési módszerei
A különböző hűtési sebességek szerint a rozsdamentes acél kovácsolt darabok háromféle hűtési módszert különböztetnek meg: levegőn történő hűtés esetén a hűtési sebesség gyorsabb; mészhomokban a hűtési sebesség lassabb. Kemencében történő hűtés esetén a hűtési sebesség a leglassabb. 1. A rozsdamentes acél kovácsolt darabok kovácsolás utáni levegőn történő hűtése...További információ -
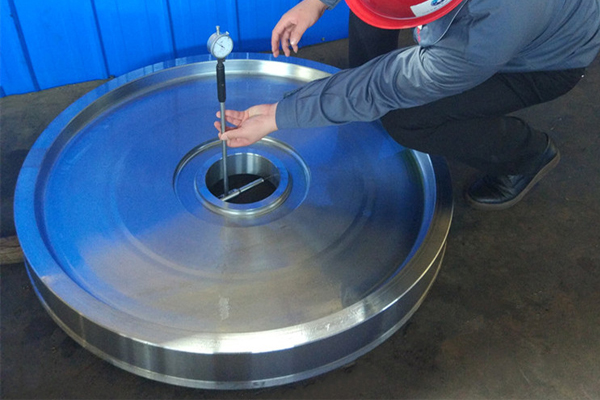
Kovácsolt tárgyak megjelenési minőségének ellenőrzése
A megjelenés minőségellenőrzése általában roncsolásmentes vizsgálat, általában szabad szemmel vagy kis nagyítóval, szükség esetén roncsolásmentes vizsgálati módszert is alkalmaznak. A nehéz kovácsolt termékek belső minőségellenőrzési módszerei a következőképpen foglalhatók össze: makroszkopikus szerveződés...További információ -
Mire kell figyelnünk a biztonság szempontjából a kovácsolás során?
A kovácsolás során a biztonság szempontjából a következőkre kell figyelnünk: 1. A kovácsolást fémégetés állapotában végezzük (például 1250–750 ℃ alacsony széntartalmú acél kovácsolási hőmérsékleti tartományban), a sok kézi munka miatt véletlenszerű égés fordulhat elő. 2. A fűtés...További információ -

Kovácsolás: Hogyan készítsünk jó minőségű kovácsolt tárgyakat?
Manapság az iparágban a szerelvények többnyire kovácsolási eljárást alkalmaznak, a DHDZ kiváló minőségű kovácsolt termékeket kínál, tehát milyen alapanyagokat használnak kovácsoláskor? A kovácsolt anyagok főként szénacél és ötvözött acél, ezt követi az alumínium, magnézium, réz, titán és ötvözeteik. Az eredeti állapot...További információ -

Mire kell figyelnünk a biztonság szempontjából a kovácsolás során?
A kovácsolás során a biztonság szempontjából a következőkre kell figyelnünk: 1. A kovácsolást fémégetés állapotában végezzük (például 1250–750 ℃ alacsony széntartalmú acél kovácsolási hőmérsékleti tartományban), a sok kézi munka miatt véletlenszerű égés fordulhat elő. 2. A fűtés...További információ -

Van-e keménységi követelmény a tengelykovácsolásokra vonatkozóan?
A tengelykovácsolások felületi keménysége és egyenletessége a műszaki követelmények és a rutinszerű ellenőrzés fő elemei. A test keménysége mutatja a kopásállóságot stb. a gyártás során, a rugalmassági Shore D keménységi értéket (HSd) használják a kifejezésre. A tengelykovácsolások keménységi követelményei...További információ











