Smeide balken




Fabrikant fan iepen die-smeedwurk yn Sina
Smeide balken


Gewoan brûkt materiaal: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1.7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 | 22NiCrMoV12
Smeide stangfoarmen
Rûne stangen, fjouwerkante stangen, platte stangen en heksagonale stangen. All Metals hat de smeidmooglikheden om stangen te produsearjen fan 'e folgjende legeringstypen:
● Legearre stiel
● Koalstofstiel
● RVS
SMEIDE BAR-MOGELIJKHEDEN
LEGEARING
MAKSIMALE BREEDTE
MAKSIMUM GEWICHT
Koalstof, Legering
1500mm
26000 kg
Rustfrij stiel
800mm
20000 kg
SMEIDE BAR-MOGELIJKHEDEN
De maksimale lingte foar smeide rûne stangen en heksagonale stangen is 5000 mm, mei in maksimum gewicht fan 20000 kg.
De maksimale lingte en breedte foar platte en fjouwerkante balken is 1500 mm, mei in maksimum gewicht fan 26000 kg.
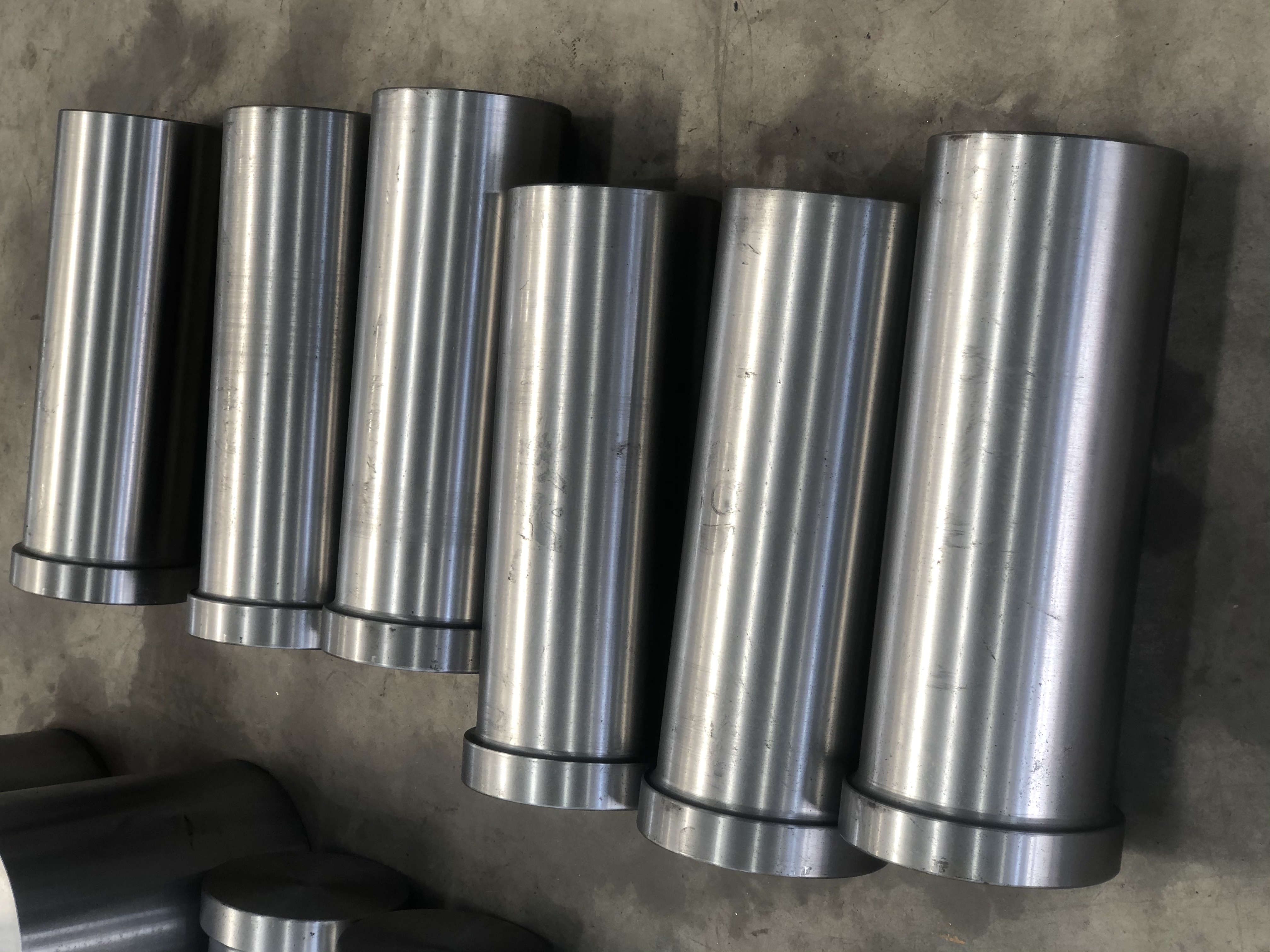
A smeide stang of in rôle stangwurdt produsearre troch it nimmen fan in ingot ensmeienit op grutte werombrocht troch, oer it algemien, twa tsjinoerstelde platte matrijzen. Smeide metalen binne oer it generaal sterker, hurder en duorsumer as getten foarmen of masinearre ûnderdielen. Jo kinne in smeide nôtstruktuer krije yn alle seksjes fan it smeedwurk, wêrtroch't de ûnderdielen better bestand binne tsjin kromtrekken en slijtage.
Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., as in ISO-registrearre sertifisearre smeedfabrikant, garandearret dat de smeedstukken en/of stangen homogeen binne yn kwaliteit en frij binne fan anomalieën dy't skealik binne foar de meganyske eigenskippen of ferwurkingseigenskippen fan it materiaal.
Saak:
StielgraadEN 1.4923 X22CrMoV12-1
StruktuerMartensitisch
| Gemyske gearstalling % fan stiel X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0.18 - 0.24 | maks 0.5 | 0.4 - 0.9 | 0.3 - 0.8 | maks 0.025 | maks 0.015 | 11 - 12.5 | 0.8 - 1.2 | 0.25 - 0.35 |
Applikaasjes
Enerzjyplant, Masinebou, Enerzjyopwekking.
Komponinten foar pipelines, stoomketels en turbines.
Leveringsformulier
Rûne stang, rôle smeedringen, boarre rûne stangen, X22CrMoV12-1 smeide stang
Grutte: φ58x 536L mm.



Smeedpraktyk (Heat wurk)
Materialen wurde yn in oven laden en ferwaarme. As de temperatuer 1100℃ berikt, wurdt it metaal smeid. It ferwiist nei elk meganysk proses dat metaal foarmet mei ien of mear matrijzen, bygelyks iepen/sletten matrijzen smeiden, ekstrudearje, rôlje, ensfh. Tidens dit proses sakket de temperatuer fan it metaal. As it sakket nei 850℃, wurdt it metaal opnij ferwaarme. Werhelje dan it hjitwurkjen by dy ferhege temperatuer (1100℃). De minimale ferhâlding foar hjitwurkjen fan ingots oant billet is 3 oant 1.
Proseduere foar waarmtebehanneling
Laad it foarferwaarmde ferwurkingsmateriaal yn 'e waarmtebehannelingsoven. Ferwaarmje oant in temperatuer fan 900 ℃. Hâld dizze temperatuer 6 oeren en 5 minuten. Oalje blussen en temperje op 640 ℃. Dan loftkuolje.
Mechanyske eigenskippen fan X22CrMoV12-1 smeide stang (1.4923).
| Keamer- Treksterkte (MPa) (+QT) | 890 |
| Rp0.20,2% bewiissterkte (MPa) (+QT) | 769 |
| KV- Ynslachenerzjy (J) (+QT) | -60° 139 |
| A - Min. ferlinging by breuk (%) (+QT) | 21 |
| Brinell-hurdens (HBW): (+A) | 298 |
Alle materiaalklassen, oars as hjirboppe neamd, kinne wurde smeid neffens de easken fan 'e klant.