Kované tyče




Výrobca otvorených výkovkov v Číne
Kované tyče


Bežne používaný materiál: 1045 | 4130 | 4140 | 4340 | 5120 | 8620 |42CrMo4 | 1,7225 | 34CrAlNi7 | S355J2 | 30NiCrMo12 | 22NiCrMoV12
KOVANÉ TVARY TYČÍ
Okrúhle tyče, štvorcové tyče, ploché tyče a šesťhranné tyče. Spoločnosť All Metals má kovacie kapacity na výrobu tyčí z nasledujúcich typov zliatin:
● Legovaná oceľ
● Uhlíková oceľ
● Nerezová oceľ
MOŽNOSTI KOVANEJ TYČE
ZLIATINA
MAXIMÁLNA ŠÍRKA
MAXIMÁLNA HMOTNOSŤ
Uhlík, zliatina
1500 mm
26 000 kg
Nerezová oceľ
800 mm
20 000 kg
MOŽNOSTI KOVANEJ TYČE
Maximálna dĺžka kovaných okrúhlych a šesťhranných tyčí je 5000 mm s maximálnou hmotnosťou 20 000 kg.
Maximálna dĺžka a šírka plochých a štvorcových tyčí je 1500 mm s maximálnou hmotnosťou 26 000 kg.
A kovaná tyč alebo valcovaná tyčsa vyrába odobratím ingotu akovaniezmenšuje sa na požadovanú veľkosť, zvyčajne dvoma protiľahlými plochými nástrojmi. Kované kovy bývajú pevnejšie, tvrdšie a odolnejšie ako odliatky alebo obrábané diely. Kovanú štruktúru zrna môžete dosiahnuť vo všetkých častiach výkovkov, čím sa zvyšuje schopnosť dielov odolávať deformácii a opotrebovaniu.
Spoločnosť Shanxi DongHuang Wind Power Flange Manufacturing Co., LTD., ako výrobca kovaných výkovkov s certifikátom ISO, zaručuje, že výkovky a/alebo tyče sú homogénne z hľadiska kvality a bez anomálií, ktoré by negatívne ovplyvnili mechanické vlastnosti alebo obrábacie schopnosti materiálu.
Prípad:
Trieda oceleEN 1.4923 X22CrMoV12-1
ŠtruktúraMartenzitický
| Chemické zloženie % ocele X22CrMoV12-1 (1.4923): EN 10302-2008 | ||||||||
| C | Si | Mn | Ni | P | S | Cr | Mo | V |
| 0,18 – 0,24 | max. 0,5 | 0,4 – 0,9 | 0,3 – 0,8 | max. 0,025 | max. 0,015 | 11 – 12,5 | 0,8 – 1,2 | 0,25 – 0,35 |
Aplikácie
Elektráreň, Strojárstvo, Výroba energie.
Komponenty pre potrubia, parné kotly a turbíny.
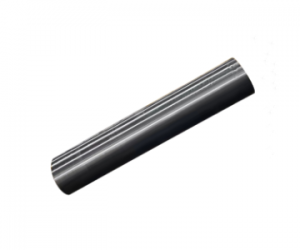
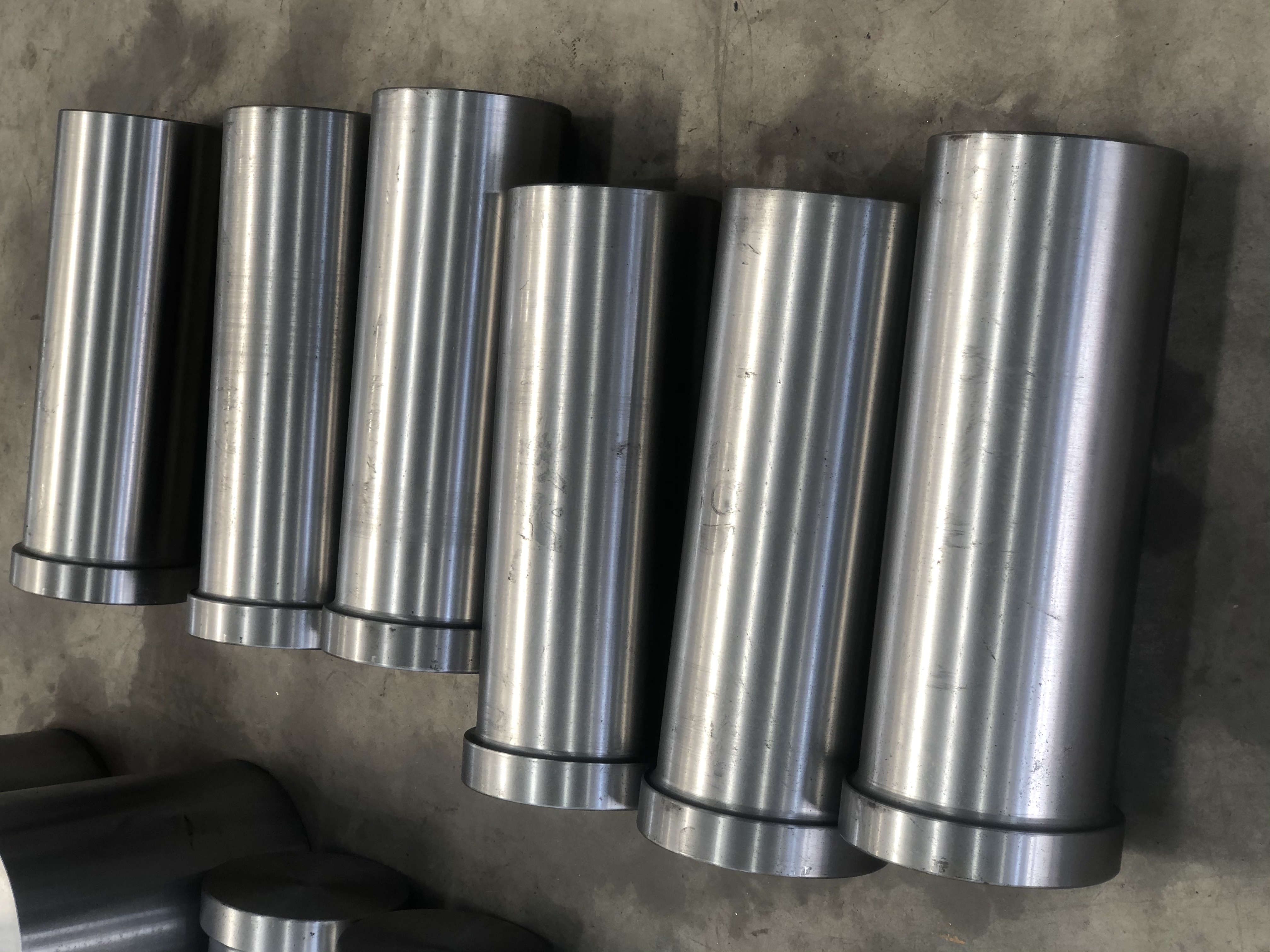
Dodací formulár
Kruhová tyč, Valcované výkovky, Kruhové tyče s vŕtaným profilom, Kovaná tyč X22CrMoV12-1
Rozmer: φ58 x 536D mm.



Kovanie (práca za tepla)
Materiály sa vkladajú do pece a zahrievajú. Keď teplota dosiahne 1100 ℃, kov sa kuje. Vzťahuje sa na akýkoľvek mechanický proces, ktorý tvaruje kov pomocou jednej alebo viacerých foriem, napr. otvorené/uzavreté kovanie, extrúzia, valcovanie atď. Počas tohto procesu teplota kovu klesá. Keď klesne na 850 ℃, kov sa opäť zahreje. Potom sa zopakuje tepelná úprava pri tejto zvýšenej teplote (1100 ℃). Minimálny pomer pre tepelnú úpravu od ingotu k polotovaru je 3:1.
Postup tepelného spracovania
Vložte predhriaty obrábací materiál do pece na tepelné spracovanie. Zahrejte na teplotu 900 ℃. Držte pri tejto teplote 6 hodín 5 minút. Kalenie v oleji a popúšťanie pri 640 ℃. Potom ochlaďte vzduchom.
Mechanické vlastnosti kovanej tyče X22CrMoV12-1 (1.4923).
| Rm- Pevnosť v ťahu (MPa) (+QT) | 890 |
| Rp0.20,2 % medza klzu (MPa) (+QT) | 769 |
| KV- Energia nárazu (J) (+QT) | -60° 139 |
| A - Minimálne predĺženie pri pretrhnutí (%) (+QT) | 21 |
| Tvrdosť podľa Brinella (HBW): (+A) | 298 |
Akékoľvek iné druhy materiálov, ako sú uvedené vyššie, je možné kovať podľa požiadaviek zákazníka.