
Laprocezo de forĝadokutime inkluzivas la sekvajn paŝojn: elekto de altkvalita billeto malplenigo, hejtado, formado kajforĝanta malvarmigo.
Procezoj de forĝadoinkluzivi liberan forĝadon, die forĝadon kaj maldikanfilmforĝado.Dum produktado,malsama forĝadometodoj estas elektitaj laŭ la kvalito de la forĝadoj kaj la nombro da produktadaj aroj.
Senpaga forĝadomalalta produktiveco, granda prilaborado, sed simplaj iloj, granda ĉiuflankeco, vaste uzata enforĝadoununuraj kaj malgrandaj aroj forĝadoj, simpla formo.Senpaga forĝadoekipaĵo inkludas aermartelon, vapormartelon kaj hidraŭlikan gazetaron por la produktado de malgrandaj, mezaj kaj grandaj forĝadoj.Mortiforĝadohavas altan produktivecon, simplan operacion, facilan mekanizadon kaj aŭtomatigon.Die forĝadoj havas altan dimensian precizecon, malgrandan maŝinprilaboradon kaj akcepteblan fibran strukturon-distribuon, kiuj povas plu plibonigi la funkcidaŭron de partoj.Baza procezo delibera forĝado: Enlibera forĝado,la forĝita formo estas iom post iom forĝita tra kelkaj bazaj deformadprocezoj.La bazaj procezoj de libera forĝado estas ĉagrenado, plilongigo, stampado, fleksado kaj tranĉado.Maltrankviliĝo estas operacio en kiu krudaĵo estas forĝita akse por redukti ĝian altecon kaj pliigi ĝian sekcon.Ĉi tiu speco de procezo estas ofte uzata por forĝi ilarbildojn kaj aliajn diskoforĝadojn.Estas du specoj de ondiĝoj: totala renversado kaj parta forĝado.Desegna plilongigo estas forĝada procezo, kiu pliigas la longon de la billeto kaj reduktas la sekcon.Ĝi kutimas produkti ŝaftojn, kiel ekzemple tornspindeloj kaj bieloj.
1.stampado
Stampante Aprocezo de forĝadoen kiuj stampiloj trapasas aŭ tra truoj sen uzo de stampiloj, fleksante forĝadon, fleksante la malplenan en certan Angulon aŭ formon, tranĉante kaj dividante la malplenan aŭ tranĉantan materialon.
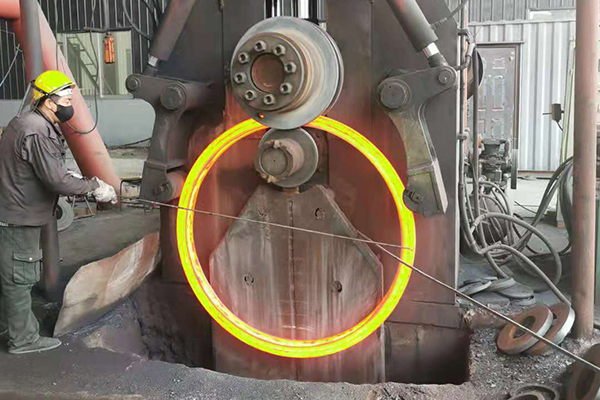
2. die forging
La varmigita malplena estas metita en la forĝantan ĵetkubon, kiu estas fiksita al la forĝita aparato.
Die forĝado Bazaj Procezoj Die forĝantaj procezoj: tranĉado, hejtado, antaŭforĝado, fina forĝado, stampado, tondado, estingado kaj hardado, pafbrulado.Oftaj procezoj estas ĉagrenado, plilongigo, fleksado, stampado kaj formado.
Komunadie forgingekipaĵo Komuna die forĝado ekipaĵo inkluzivas die martelo, varmadie forginggazetaro, plata forĝado gazetaro kaj frota gazetaro.Ĝenerale parolante,forĝanta flanĝo kvalitoestas pli bona, la ĝenerala uzo de die forĝado produktado, fajna kristala strukturo, alta forto, kompreneble, la prezo estas pli multekosta.Ĉu ĝi estas ĵetanta flanĝon aŭ forĝantan flanĝon, ĝi estas la ofta metodo de fabrikado de flanĝo.Bonvolu raporti al fortaj postuloj por uzataj komponantoj.Se la postuloj ne estas altaj, vi ankaŭ povas uziturniĝantaj flanĝoj.
3.Triobla tranĉita flanĝo
La internaj kaj eksteraj diametroj de la flanĝo kaj la dikeco de la disko estas tranĉitaj rekte sur la intera plato, kaj la rigliltruoj kaj akvolinioj estas maŝinprilaboritaj.La flanĝo tiel farita estas nomita tranĉita flanĝo, kaj la maksimuma diametro de tiu flanĝo estas limigita al la larĝo de la meza plato.
La tranĉo de la flanĝo
4.Quadruple ruliĝanta flanĝo
La procezo tranĉi striojn per interaj platoj kaj poste ruli ilin en cirklojn nomiĝas ruliĝado kaj estas uzata por produkti grandajn flanĝojn.Post kiam la volvaĵo sukcesas, la veldado estas farita, tiam la platigo estas farita, kaj tiam la akvolinio kaj rigliltruoj estas traktitaj.
Afiŝtempo: Apr-08-2022