
Seesepistamisprotsesstavaliselt hõlmab järgmisi samme: kvaliteetse tooriku valimine, kuumutamine, vormimine jasepistamise jahutamine.
Sepistamisprotsessidhõlmavad vaba sepistamist, stantsimissepistamist ja õhukest sepistamistkile sepistamineTootmise ajalerinev sepistamineMeetodid valitakse vastavalt sepistete kvaliteedile ja tootmispartiide arvule.
Vaba sepistaminemadal tootlikkus, suur töötlemisvaru, kuid lihtsad tööriistad, suur mitmekülgsus, laialdaselt kasutatavsepistamineühe- ja väikepartii sepised, lihtne kuju.Vaba sepistamineSeadmete hulka kuuluvad õhuhaamer, auruhaamer ja hüdrauliline press väikeste, keskmiste ja suurte sepiste tootmiseks.sepistamineon kõrge tootlikkusega, lihtsa käsitsemisega, hõlpsa mehhaniseerimise ja automatiseerimisega. Stantsitud sepistel on suur mõõtmete täpsus, väike töötlemisvaru ja mõistlik kiudstruktuuri jaotus, mis võib veelgi parandada osade kasutusiga. Põhiprotsessvaba sepistamineSissevaba sepistamine,Sepistatud kuju sepistatakse järk-järgult mõne põhilise deformeerimisprotsessi abil. Vaba sepistamise põhiprotsessid on sepistamine, pikendamine, stantsimine, painutamine ja lõikamine. Sepistamine on toiming, mille käigus toormaterjali sepistatakse aksiaalselt, et vähendada selle kõrgust ja suurendada ristlõiget. Seda tüüpi protsessi kasutatakse tavaliselt hammasrataste toorikute ja muude ketasepiste sepistamiseks. Lainetamist on kahte tüüpi: täielik sepistamine ja osaline sepistamine. Tõmbepikendamine on sepistamisprotsess, mis suurendab tooriku pikkust ja vähendab ristlõiget. Seda kasutatakse tavaliselt võllide, näiteks treipingi spindlite ja ühendusvardade tootmiseks.
1. stantsimine
Tembeldamine Asepistamisprotsessmille puhul stantsid löövad läbi või läbi aukude ilma stantse kasutamata, painutavad sepistavad, painutavad toorikut teatud nurga või kuju järgi, lõikavad ja jagavad toorikut või lõikavad materjali.
2. stantsimisstants
Kuumutatud toorik asetatakse sepistamisvormi, mis kinnitatakse sepistatava sepistamisseadme külge.
Stantsimise põhiprotsessid Stantsimise protsessid: lõikamine, kuumutamine, eelsepistamine, lõplik sepistamine, stantsimine, kärpimine, karastamine ja noolutamine, haavelpuhastus. Levinumad protsessid on ümbersepistamine, pikendamine, painutamine, stantsimine ja vormimine.
ÜldinestantsimisstantsLevinud stantsimisseadmete hulka kuuluvad stantsimisvasar, kuum sepistaminestantsimisstantspress, lamesepistamispress ja hõõrdpress. Üldiselt öeldessepistatud ääriku kvaliteeton parem, stantsvormimise üldine kasutamine, peen kristallstruktuur, kõrge tugevus, loomulikult on hind kallim. Olenemata sellest, kas tegemist on valatud või sepistatud äärikuga, on see ääriku valmistamise tavaline meetod. Palun vaadake kasutatud komponentide tugevusnõudeid. Kui nõuded pole kõrged, võite kasutada kapöörlevad äärikud.
3. Kolmekordse lõikega äärik
Ääriku sise- ja välisläbimõõt ning ketta paksus lõigatakse otse vaheplaadile ning poldiaugud ja veeliinid freesitakse. Nii valmistatud äärikut nimetatakse lõigatud äärikuks ja selle ääriku maksimaalne läbimõõt on piiratud keskmise plaadi laiusega.
Ääriku lõikamine
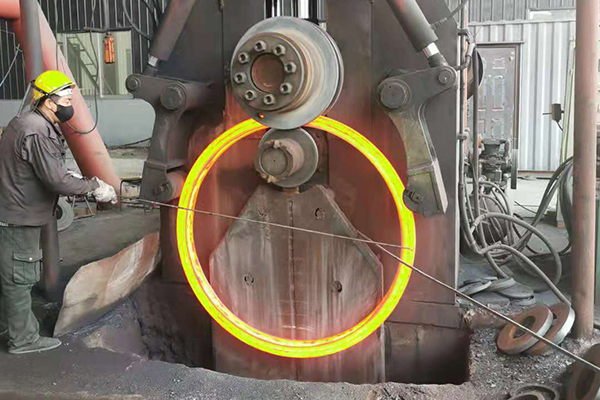
4. Neljakordne valtsimisäärik
Vaheplaatidega ribade lõikamise ja seejärel ringideks valtsimise protsessi nimetatakse valtsimiseks ja seda kasutatakse mõnede suurte äärikute tootmiseks. Pärast edukat kerimistööd keevitatakse, seejärel tehakse lamendamine ning seejärel töödeldakse veeliini ja poldiauku.
Postituse aeg: 08.04.2022