
Cel/Cea/Cei/Celeprocesul de forjareinclude de obicei următorii pași: selecția de blaturi de înaltă calitate, încălzirea, formarea șirăcirea prin forjare.
Procese de forjareinclud forjare liberă, forjare cu matriță și forjare subțireforjare peliculăÎn timpul producției,diferite forjăriMetodele sunt selectate în funcție de calitatea pieselor forjate și de numărul de loturi de producție.
Forjare liberăproductivitate scăzută, adaos mare de procesare, dar unelte simple, versatilitate mare, utilizate pe scară largă înforjarePiese forjate individuale și în loturi mici, formă simplă.Forjare liberăEchipamentul include ciocan pneumatic, ciocan cu abur și presă hidraulică pentru producerea de piese forjate mici, medii și mari. Matrițăforjareare productivitate ridicată, operare simplă, mecanizare și automatizare ușoară. Piesele forjate cu matriță au o precizie dimensională ridicată, o adaos mic de prelucrare și o distribuție rezonabilă a structurii fibrelor, ceea ce poate îmbunătăți și mai mult durata de viață a pieselor. Procesul de bază alforjare liberăÎnforjare liberă,Forma forjată este forjată treptat prin câteva procese de deformare de bază. Procesele de bază ale forjării libere sunt deformarea, alungirea, ștanțarea, îndoirea și tăierea. Deformarea este o operațiune în care o materie primă este forjată axial pentru a-i reduce înălțimea și a-i crește secțiunea transversală. Acest tip de proces este utilizat în mod obișnuit pentru forjarea țaglelor de angrenaje și a altor piese forjate cu disc. Există două tipuri de ondulații: deformarea totală și forjarea parțială. Alungirea prin tragere este un proces de forjare care mărește lungimea țaglei și reduce secțiunea transversală. Este utilizată în mod obișnuit pentru a produce arbori, cum ar fi fusurile de strung și bielele.
1. ștanțare
Ștampilarea Aprocesul de forjareîn care poansoanele perforează sau trec prin găuri fără utilizarea poansoanelor, forjează prin îndoire, îndoiește semifabricatul într-un anumit unghi sau formă, tăie și divizează semifabricatul sau tăie materialul.
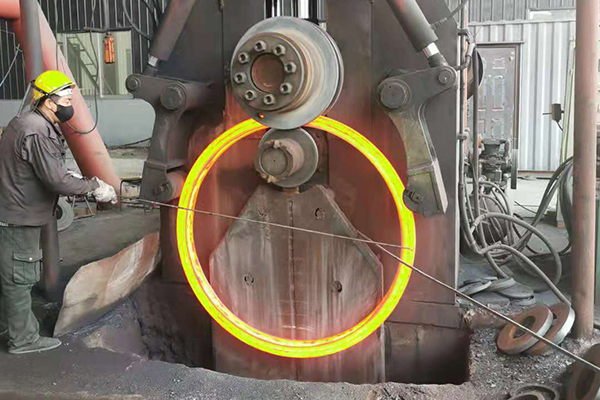
2. forjare prin matriță
Semifabricatul încălzit este plasat în matrița de forjare, care este fixată pe dispozitivul de forjare care urmează să fie forjată.
Procese de bază pentru forjare în matriță Procese de forjare în matriță: tăiere, încălzire, preforjare, forjare finală, ștanțare, debitare, călire și revenire, jet de sablare. Procesele comune sunt deformarea, alungirea, îndoirea, ștanțarea și formarea.
Comunforjare prin matrițăEchipamentele comune de forjare cu matrițe includ ciocanul de forjare, forja la caldforjare prin matrițăpresă, presă de forjare plană și presă de frecare. În general,calitatea flanșei forjateEste mai bine, utilizarea generală a producției de forjare prin matriță, structura cristalină fină, rezistența ridicată, desigur, prețul este mai scump. Fie că este vorba de flanșe de turnare sau flanșe de forjare, aceasta este metoda comună de fabricare a flanșelor. Vă rugăm să consultați cerințele de rezistență pentru componentele utilizate. Dacă cerințele nu sunt ridicate, puteți utiliza șiflanșe rotative.
3. Flanșă triplă tăiată
Diametrele interior și exterior ale flanșei și grosimea discului sunt tăiate direct pe placa intermediară, iar găurile pentru șuruburi și conductele de apă sunt prelucrate mecanic. Flanșa astfel realizată se numește flanșă tăiată, iar diametrul maxim al acestei flanșe este limitat la lățimea plăcii intermediare.
Tăierea flanșei
4. Flanșă de rulare cvadruplă
Procesul de tăiere a benzilor cu plăci intermediare și apoi laminarea lor în cercuri se numește laminare și este utilizat pentru a produce niște flanșe mari. După ce înfășurarea este reușită, se efectuează sudarea, apoi se efectuează aplatizarea și apoi se prelucrează găurile de la linia de plutire și de la șuruburi.
Data publicării: 08 aprilie 2022