
Theпроцесс ковкиобычно включает в себя следующие этапы: выбор высококачественной заготовки, вырубка, нагрев, формовка иохлаждение ковки.
Процессы ковкивключают свободную ковку, ковку в штампе и тонкую штамповкуковка пленки. В процессе производства,разная ковкаМетоды выбираются в зависимости от качества поковок и количества партий продукции.
Свободная ковканизкая производительность, большой припуск на обработку, но простые инструменты, большая универсальность, широко используется вковкаПоковки единичные и мелкосерийные, простой формы.Свободная ковкаОборудование включает в себя пневматический молот, паровой молот и гидравлический пресс для производства мелких, средних и крупных поковок.ковкаимеет высокую производительность, простоту эксплуатации, легкую механизацию и автоматизацию. Штампованные штампы имеют высокую размерную точность, малый припуск на обработку и разумное распределение структуры волокон, что может дополнительно улучшить срок службы деталей. Основной процесссвободная ковка: Всвободная ковка,кованая форма постепенно выковывается посредством некоторых основных процессов деформации. Основные процессы свободной ковки — это осадка, удлинение, штамповка, гибка и резка. Осадка — это операция, при которой исходный материал куется в осевом направлении для уменьшения его высоты и увеличения поперечного сечения. Этот тип процесса обычно используется для ковки заготовок зубчатых колес и других поковок дисков. Существует два типа волнистости: полная осадка и частичная ковка. Удлинение вытяжкой — это процесс ковки, который увеличивает длину заготовки и уменьшает поперечное сечение. Он обычно используется для производства валов, таких как шпиндели токарных станков и шатуны.
1.штамповка
Штамповка Апроцесс ковкипри котором пуансоны пробивают сквозные или сквозные отверстия без использования пуансонов, гибочная ковка, гибка заготовки под определенным углом или в определенной форме, резка и разделение заготовки или резка материала.
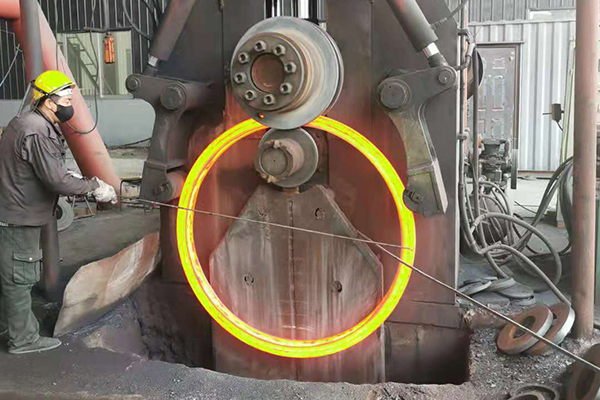
2. ковка под давлением
Нагретая заготовка помещается в ковочный штамп, который крепится к ковочному устройству, подлежащему ковке.
Основные процессы объемной штамповки Процессы объемной штамповки: резка, нагрев, предварительная ковка, окончательная ковка, штамповка, обрезка, закалка и отпуск, дробеструйная обработка. Распространенные процессы: высадка, удлинение, гибка, штамповка и формовка.
Общийковка под давлениемОборудование Обычное оборудование для объемной штамповки включает в себя штамповочный молот, горячее прессование.ковка под давлениемпресс, плоский ковочный пресс и фрикционный пресс. В общем,качество фланца ковкилучше, общее использование штамповочного производства, мелкокристаллическая структура, высокая прочность, конечно, цена дороже. Будь то литой фланец или кованый фланец, это общий метод изготовления фланца. Пожалуйста, ознакомьтесь с требованиями к прочности используемых компонентов. Если требования не высоки, вы также можете использоватьвращающиеся фланцы.
3.Тройной вырезной фланец
Внутренний и внешний диаметры фланца и толщина диска вырезаются непосредственно на промежуточной пластине, а отверстия для болтов и ватерлинии обрабатываются на станке. Изготовленный таким образом фланец называется вырезным фланцем, а максимальный диаметр этого фланца ограничен шириной средней пластины.
Резка фланца
4.Четырехкратный прокатный фланец
Процесс резки полос с промежуточными пластинами и их последующей прокатки в круги называется прокаткой и применяется для производства некоторых крупных фланцев. После успешной намотки выполняется сварка, затем выравнивание, а затем обработка ватерлинии и отверстий под болты.
Время публикации: 08.04.2022