
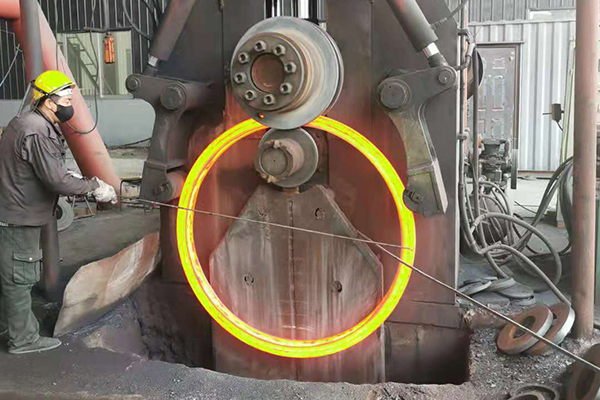
その鍛造工程通常、以下の手順が含まれます:高品質のビレットの選択、ブランキング、加熱、成形、鍛造冷却.
鍛造工程自由鍛造、型鍛造、薄肉鍛造などフィルム鍛造製造中は、異なる鍛造方法は、鍛造品の品質と生産バッチ数に応じて選択されます。
自由鍛造生産性は低いが、加工許容量が大きい。しかしツールはシンプルで汎用性が高く、広く使用されている。鍛造単一および少量バッチの鍛造品、シンプルな形状。自由鍛造設備には、小型、中型、大型の鍛造品を製造するためのエアハンマー、スチームハンマー、油圧プレスが含まれます。金型鍛造金型鍛造は生産性が高く、操作が簡単で、機械化と自動化が容易です。金型鍛造は寸法精度が高く、加工代が小さく、繊維構造の分布が適切であるため、部品の耐用年数をさらに向上させることができます。自由鍛造: で自由鍛造、鍛造形状は、いくつかの基本的な変形工程を経て徐々に鍛造されます。自由鍛造の基本工程は、据え込み、伸長、打ち抜き、曲げ、切断です。据え込みとは、原材料を軸方向に鍛造することで高さを下げ、断面積を増やす操作です。このタイプの工程は、ギアビレットやその他のディスク鍛造品の鍛造によく使用されます。波状加工には、全据え込みと部分鍛造の2種類があります。引抜き伸長は、ビレットの長さを増やし、断面積を縮小する鍛造工程です。旋盤スピンドルやコネクティングロッドなどのシャフトの製造によく使用されます。
1.スタンピング
スタンピングA鍛造工程パンチで穴を開けたり、パンチを使用せずに穴を貫通したり、曲げ、鍛造、ブランクを特定の角度や形状に曲げたり、ブランクを切断および分割したり、材料を切断したりします。
2. 型鍛造
加熱されたブランクを鍛造装置に固定された鍛造金型内に配置し、鍛造します。
型鍛造の基本工程 型鍛造工程:切断、加熱、予備鍛造、最終鍛造、スタンピング、トリミング、焼入れ・焼戻し、ショットピーニング。一般的な工程は、据え込み、伸長、曲げ、スタンピング、成形です。
一般型鍛造設備 一般的な金型鍛造設備には、ダイハンマー、熱間鍛造、型鍛造プレス、平鍛造プレス、摩擦プレスなどがあります。一般的に、鍛造フランジの品質金型鍛造は一般的に金型鍛造で製造され、結晶構造が細かく、強度が高いため、当然価格は高くなります。鋳造フランジでも鍛造フランジでも、フランジを製造する一般的な方法です。使用する部品の強度要件を参照してください。要件がそれほど高くない場合は、金型鍛造フランジを使用することもできます。回転フランジ.
3.トリプルカットフランジ
フランジの内径・外径およびディスクの厚さは、中間板に直接切削加工され、ボルト穴と水線は機械加工されます。このようにして作られたフランジはカットフランジと呼ばれ、このフランジの最大直径は中間板の幅に制限されます。
フランジの切断
4.4重ローリングフランジ
中間板を帯状に切断し、それを円形に巻く工程は圧延と呼ばれ、大型フランジの製造に用いられます。巻き上げが完了したら、溶接を行い、次に平坦化を行い、最後に水線とボルト穴の処理を行います。
投稿日時: 2022年4月8日