
Thekalšanas processparasti ietver šādas darbības: augstas kvalitātes sagataves sagataves izvēle, karsēšana, formēšana unkalšanas dzesēšana.
Kalšanas procesiietver brīvo kalšanu, kalšanu presformā un plānu kalšanuplēves kalšanaRažošanas laikādažāda kalšanaMetodes tiek izvēlētas atkarībā no kalumu kvalitātes un ražošanas partiju skaita.
Brīvā kalšanazema produktivitāte, liela apstrādes pielaide, bet vienkārši instrumenti, liela daudzpusība, plaši izmantotskalšanavienas un mazas partijas kalumi, vienkārša forma.Brīvā kalšanaIekārtās ietilpst pneimatiskais āmurs, tvaika āmurs un hidrauliskā prese mazu, vidēju un lielu kalumu ražošanai.kalšanair augsta produktivitāte, vienkārša darbība, viegla mehanizācija un automatizācija. Kalumiem ir augsta izmēru precizitāte, maza apstrādes pielaide un saprātīgs šķiedru struktūras sadalījums, kas var vēl vairāk uzlabot detaļu kalpošanas laiku. Pamatprocessbrīvā kalšanaIekšābrīvā kalšana,Kaltā forma tiek pakāpeniski kalta, izmantojot dažus pamata deformācijas procesus. Brīvās kalšanas pamatprocesi ir saspiešana, pagarināšana, štancēšana, liekšana un griešana. Saspiešana ir darbība, kurā izejviela tiek kalta aksiāli, lai samazinātu tās augstumu un palielinātu tās šķērsgriezumu. Šāda veida procesu parasti izmanto zobratu sagatavju un citu disku kalumu kalšanai. Ir divu veidu viļņošanās: pilnīga saspiešana un daļēja kalšana. Stiepšana, pagarināšana, ir kalšanas process, kas palielina sagataves garumu un samazina tās šķērsgriezumu. To parasti izmanto vārpstu, piemēram, virpu vārpstu un klaņu, ražošanai.
1.zīmogošana
A zīmogošanakalšanas processkurā perforatori caurdur caurumus bez perforatoru izmantošanas, liekšanas kalšanas, sagataves liekšanas noteiktā leņķī vai formā, sagataves griešanas un sadalīšanas vai materiāla griešanas.
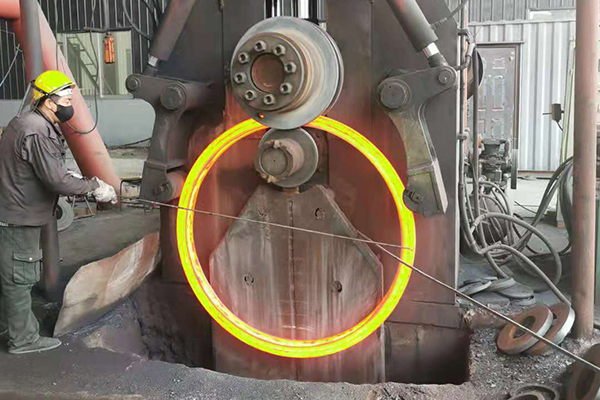
2. kalšana ar presformu
Uzkarsēto sagatavi ievieto kalšanas matricā, kas ir piestiprināta pie kalšanas ierīces.
Štangformēšanas pamatprocesi Štangformēšanas procesi: griešana, karsēšana, priekškalšana, galīgā kalšana, štancēšana, apgriešana, rūdīšana un atlaidināšana, lodīšu apstrāde. Biežāk sastopamie procesi ir saspiešana, pagarināšana, liekšana, štancēšana un formēšana.
Biežikalšanas presformaIekārtas. Bieži sastopamās kalšanas iekārtas ietver kalšanas āmuru, karsto kalšanukalšanas presformaprese, plakanās kalšanas prese un berzes prese. Vispārīgi runājot,kalšanas atloka kvalitāteir labāk, vispārēji izmantojot presformas ražošanu, smalku kristāla struktūru, augstu izturību, protams, cena ir dārgāka. Neatkarīgi no tā, vai tas ir liešanas atloks vai kalšanas atloks, tā ir izplatītākā atloka ražošanas metode. Lūdzu, skatiet izmantoto komponentu izturības prasības. Ja prasības nav augstas, varat izmantot arīrotējoši atloki.
3. Trīskārši sagriezts atloks
Atloka iekšējais un ārējais diametrs un diska biezums tiek nogriezti tieši uz starpplāksnes, un tiek apstrādāti skrūvju caurumi un ūdenslīnijas. Šādi izveidoto atloku sauc par nogriezto atloku, un šī atloka maksimālais diametrs ir ierobežots ar vidējās plāksnes platumu.
Atloka griešana
4. Četrkāršā rites atloka
Sloksņu griešanas process ar starpplāksnēm un pēc tam to velmēšana apļos tiek saukts par velmēšanu, un to izmanto dažu lielu atloku ražošanai. Pēc veiksmīgas tinšanas tiek veikta metināšana, pēc tam tiek veikta saplacināšana un pēc tam tiek apstrādātas ūdenslīnijas un skrūvju atveres.
Publicēšanas laiks: 2022. gada 8. aprīlis